In the fast-paced world of modern logistics, having effective warehouse storage equipment is critical to securing a competitive advantage. Warehouse storage equipment includes a diverse set of tools and technology developed to meet these issues.
From simple shelving units to complex automated systems, the appropriate equipment may help your warehouse become more organized, efficient, and lucrative. But if you’re new to warehousing, it’ll be daunting not knowing where to start with choosing the right tools.
Don’t worry, as this detailed guide will be your ultimate checklist for warehouse storage equipment in 2024. It’ll walk you through the fundamental tools that every warehouse needs, innovative solutions for contemporary facilities, safety and security equipment, and professional advice on selecting the best equipment for your individual needs.
Essential Storage Equipment For Your Warehouse
The best warehouse storage equipment not only improves space utilization but also simplifies workflow, increases productivity, and contributes to a safer workplace. This section will look at three key kinds of warehouse tools below:
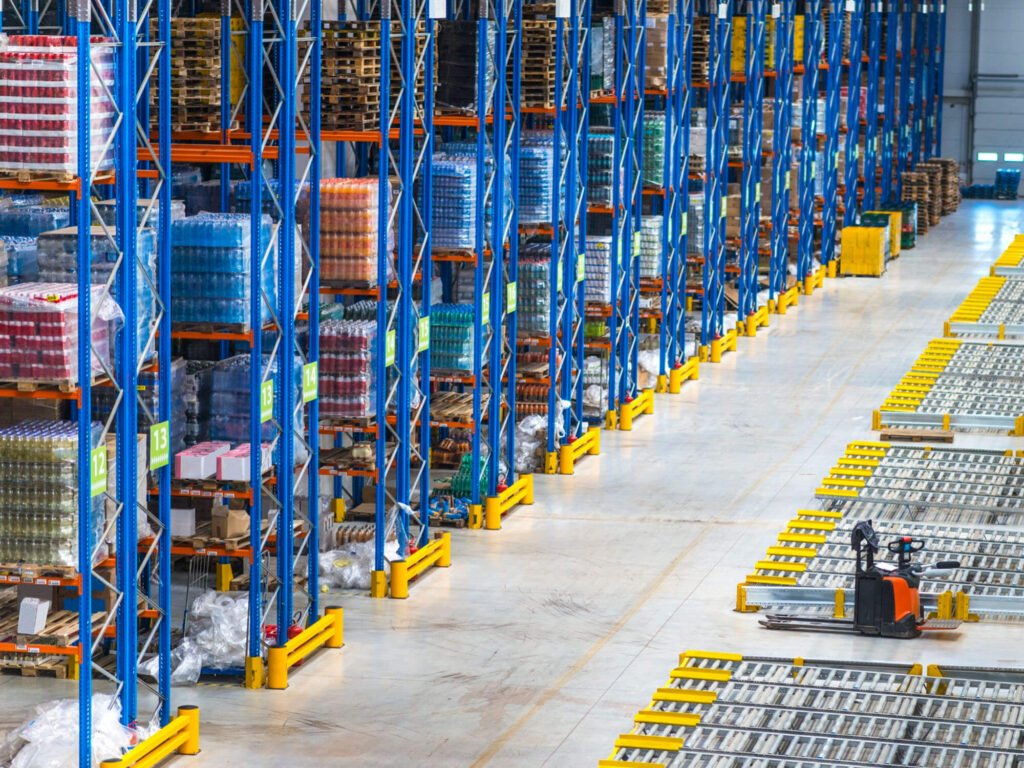
Pallet Racks
Pallet racks provide a flexible and effective option for keeping a broad variety of products, including raw materials and completed goods. These systems are available in many styles to accommodate various storage requirements and warehouse layouts, including:
- Selective pallet racks: These are the most popular racking system, with direct access to each pallet from both sides of the aisle. This design makes them excellent for warehouses with numerous product types and a large number of SKUs, since they enable efficient picking and order fulfillment.
- Double-deep pallet racks: What makes these racks different is their capability to maximize storage density by stacking two pallets deep in each bay. To reach the back pallet, you’ll need a forklift. Double-deep racks are ideal for facilities with low SKU numbers and high-volume storage of comparable commodities.
- Drive-in pallet racks: These racks eliminate the aisles entirely, allowing you to fit far more pallets. Consider a vast wall of pallets, neatly arranged one after the other. But there’s a catch: these racks aren’t ideal if you need to choose certain products regularly.
- Push-back pallet racks: These racking systems are slightly inclined, so as you load a new pallet, it gently pulls the previous ones back. This is ideal for organizations who like to follow the “first in, first out” (FIFO) strategy, in which the oldest items are transported first. It’s like a buffet line, except with pallets!
- Flow-through pallet racks (pallet flow): Like push-back racks, pallets are also loaded at the front of these systems and rolled down an inclined track to be retrieved at the rear. This automated solution guarantees FIFO inventory flow and increases picking efficiency, making it perfect for warehouses with high-turnover inventory and an emphasis on order fulfillment timeliness.
Shelving
Shelving systems provide a flexible and cost-effective way to store smaller things, cartons, or individual products that do not need pallet storage. While industrial metal shelving is a popular option thanks to its durability and high load capacity, its wire counterpart offers improved visibility and ventilation.
Shelving units are available in a variety of configurations, such as fixed, movable, and multi-tier, in order to accommodate a diverse array of storage needs. Add-on accessories, such as compartment or dividers, are also available in certain versions to enhance the organization capabilities.
Mezzanines And Multi-Tier Racking Systems
Mezzanines and multi-tier racking systems are novel approaches to increasing vertical area utilization in warehouses with high ceilings. These configurations include many levels of pallet racks or shelving units linked by stairs or walkways, enabling the doubling or tripling of a warehouse’s storage capacity without the need for expensive horizontal expansions.

Before you start stacking shelves sky-high with a multi-tier racking system, be sure your warehouse is up to the task. You’ll want to make sure the structure is robust enough to sustain the additional weight of all those levels. Make sure you have solid railings and guardrails on the higher floors to avoid any unintentional falls.
Must-Have Transport Equipment For Your Warehouse
In addition to static storage solutions such as pallet racks and shelving, warehouses employ a variety of transport technologies to efficiently move things across the facility and facilitate loading and unloading procedures. This section will lead you through the most common and significant transport equipment for your warehouse.
Forklifts
Forklifts are the workhorses of warehouse transportation, capable of lifting and transporting huge objects effortlessly. They come in many types, each suited for a certain use:
- Counterbalance forklifts: These are the most typical form of forklift, featuring a weight at the back to balance the burden. They’re versatile and suitable for a wide range of tasks, including loading and unloading cars, moving pallets inside a warehouse, and stacking products at high altitudes.
- Reach trucks: Reach trucks have a special mast that extends forward to reach high shelves. Firms often utilize these vehicles when their warehouses have narrow aisles and large storage densities.
- Order pickers: You’ll most likely observe order pickers in action when selecting specific goods from shelves or racks. They often have an elevated platform for the operator, allowing for efficient picking at many levels.
- Turret trucks: These vehicles are similar to reach trucks, but with a rotating turret that can select and place pallets from both sides of the aisle. This improves efficiency in small-aisle warehouses.
Pallet Jacks
Pallet jacks, also known as pallet trucks, are appliances that raise and move pallets over short distances in a warehouse. They are a cost-effective and adaptable way to transfer things inside a facility.
These gadgets can be either manual or electric-powered. Manual pallet jacks take physical effort to operate, so they’re best suited for lighter weights and shorter distances. Electric pallet jacks, on the other hand, are battery-powered and can easily handle higher weights, decreasing operator strain and enhancing efficiency.
While pallet jacks are crucial warehouse storage equipment, their lifting height and reach are limited. Plus, they’re mainly for ground-level transportation and cannot access higher-level racking systems.
Conveyors
Conveyors are like the veins of a warehouse, transporting things along specified lines, helping everything work more smoothly and quickly. Let’s take a look at some of the most prevalent kinds of conveyors seen in warehouses:
- Roller conveyors: Using gravity or motorized rollers to move goods in a straight line, roller conveyors are useful for carrying flat-bottomed objects such as boxes and cartons. Despite being a low-cost option, they’re not suitable for easily damaged and unstable products, since the rollers might cause them to move or topple over.
- Belt conveyors: Featuring a continuous belt to transport objects, belt conveyors provide a smooth, solid surface for conveying items, making them perfect for situations where product safety is critical.
- Gravity conveyors: Unlike the other two types, gravity conveyors transfer items from higher to lower warehouse floors via an inclined surface. They are suitable for multi-level warehouses or for transporting things that are resistant to rolling damage.
- Chain conveyors: If you need to deal with heavy-duty tasks, such as transporting pallets or other bulky products, chain conveyors are your perfect solution. Using chains to transport goods along a route, chain conveyors are highly durable and can handle huge loads. But they can be loud and cause harm to sensitive objects due to the metal chains.
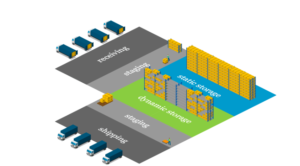
Vital Packing And Shipping Equipment For Your Warehouse
Aside from storage and transportation, warehouses need specific equipment to ensure effective packing and shipping operations. Check out the following gadgets to guarantee your customer satisfaction and overall supply chain management.
Dock Levelers
A dock leveler functions similarly to a drawbridge, connecting your warehouse to the rear of a vehicle. It spans the space between the loading dock and the truck bed, making it very simple to transport items in and out. This is particularly useful when you have many trucks arriving, since the leveler can be changed to fit any height.
Hydraulic dock levelers are the VIPs of loading docks, able to handle big loads effortlessly. They employ hydraulic power (think of it as a very strong arm) to lift and lower the platform, making it easy to transport items between the dock and truck.
Mechanical dock levelers are a simpler solution if you do not have large loads to deal with. They function similarly to manual ramps, requiring some physical exertion to adjust, although they are adequate for lesser weights and less frequent usage.
Dock Plates
Dock plates are moveable metal ramps that also connect loading docks to truck beds like dock levelers. Yet, they’re a less expensive alternative, especially in warehouses with tight budgets or intermittent loading and unloading activities.
Dock plates are often made of aluminum or steel with a rough surface to avoid sliding. You can easily relocate or position these tools wherever you want. This trait makes dock plates a wonderful solution in warehouses with different loading docks.
However, there’s one drawback you need to consider. Compared to dock levelers, dock plates are not as adaptable and can not accommodate all truck heights. They also need manual handling, which might pose ergonomic dangers to warehouse workers.
Packaging Stations
Consider creating a mini-factory inside your warehouse to prepare your commodities for shipment. This is what a packing station is all about. It’s like a one-stop shop for all your packing needs, including tables, boxes, tape, labels, and all of the tools of the trade.
But these packaging stations are about more than simply convenience. They’re intended to make the whole process quicker and more precise. Having a designated packing area allows you to minimize clutter, keep things organized, and ensure that the correct goods are placed in the appropriate boxes.
Labeling And Printing Systems
Labeling systems are becoming more sophisticated. They employ barcodes or RFID tags, which are essentially hidden codes for your merchandise. This simplifies scanning, allowing workers to swiftly identify and pack objects without confusion.
But where do the labels originate from? Warehouses have specialized printers that can produce them quickly. These printers can make labels with a variety of information, including barcodes, product descriptions, and mailing addresses.
Advanced Storage Equipment For Modern Warehouses
Warehouse technology is no longer limited to dusty shelves and forklifts. It’s gone high-tech, with a new generation of fantastic storage equipment, such as robots and AI, that is revolutionizing the game. These innovative tools make warehouses smarter, quicker, and more efficient than ever before.
Automated Storage And Retrieval Systems (AS/RS)

Leading the charge are future technologies known as AS/RS (Automated Storage and Retrieval Systems), which automatically store and retrieve objects with amazing accuracy. There’re many kinds of AS/RS, each suitable for distinct storage needs and applications.
- Unit Load AS/RS: Specifically designed to handle large unit loads, these systems commonly use stacker cranes to move pallets inside the racking structure. Unit Load AS/RS is suitable for inventory facilities with a large volume of palletized items and a limited footprint.
- Mini Load AS/RS: Unlike the Unit Load AS/RS, this particular type is ideal for storing and retrieving smaller, lighter objects such as cartons. They use shuttles that run along tracks inside the racking structure to pull off that task.
- Vertical Lift Modules (VLMs): These are compact, enclosed systems that make the most use of vertical space. Vertically stacked trays spin on a track to offer products to the operator at an ergonomic picking height. These systems are great for keeping items that are in high demand and move quickly in warehouses.
- Carousels: These are moving shelves that bring you the goods, like having your own personal shopper for your stock. You can use these for small, valuable things that you need to get frequently or if you have a lot of different goods (those are called SKUs, by the way).
Robotics And AI In Warehousing
The combination of robots and artificial intelligence (AI) is transforming warehouse operations. Picking and packaging robots (such as AGVs and AMRs) and sorting systems are becoming more popular, helping automate warehouse tasks that were formerly labor-intensive and error-prone.
Picking robots, for example, can precisely detect and grab particular objects from shelves or bins, while packaging robots automatically load goods into boxes or containers.
In addition, sorting systems employ artificial intelligence algorithms to assess and classify items based on multiple parameters, providing precise and efficient order fulfillment.
Top Safety And Security Equipment For Your Warehouse
Reducing hazards, avoiding mishaps, and discouraging theft or damage all depend on using a whole suite of safety and security systems. Here are some possible choices for your warehouse below:
Essential Safety Equipment
The following are some important safety gears you should employ for your inventory facility right away:
- Guardrails and safety gates: These physical barriers are essential for avoiding falls from high platforms like mezzanines and multi-tier racking systems. You should build guardrails around the edges of platforms, and utilize safety gates to control access to certain locations.
- Lockout systems: Lockout devices are designed to prevent machinery or equipment from starting up accidentally while being maintained or repaired. Proper implementation of these systems is critical for reducing occupational injuries and deaths.
- Personal protective equipment (PPE) for workers: The protection gear includes things like flashy vests, hard helmets, safety glasses, gloves, and boots with steel toes. They help protect workers from many dangers in the warehouse, such as falling items and sharp edges.
- Fire suppression systems: With all kinds of hazardous materials filling warehouses, having an effective fire suppression system is like having a fire extinguisher on hand, just waiting to rescue the day. Usually, this comprises sprinklers, fire extinguishers, alarms, and smoke detectors taken together. These solutions keep your merchandise and staff safe and sound, therefore acting as the finest protection against fire for your warehouse.
Vital Security Equipment
Apart from safety devices, the security equipment listed below can help you augment your warehouse operations:
- Surveillance cameras: Strategically positioned security cameras help curb theft and vandalism while also providing vital evidence in the event of an occurrence. Modern cameras provide high-resolution photos, night vision capabilities, and remote access, enabling 24/7 warehouse surveillance.
- Access control systems: These systems limit access to certain regions of the warehouse based on user credentials such as key cards, biometric scans, or PIN numbers. This ensures that only authorized people have access to critical locations like inventory storage or server rooms.
- Alarm systems: Alarm systems detect unlawful entry or other security breaches and notify security staff or authorities. They work in tandem with surveillance cameras and access control systems to create a full security solution.
Choosing The Right Warehouse Storage Equipment
Before closing out this in-depth guide, let’s explore how you can pick the right warehouse storage equipment. This is undoubtedly a difficult task due to the vast number of options available. But considering the three aspects below carefully will help you ease the decision-making process.
Assessing Your Storage Demands
Prior to exploring the vast array of warehouse storage equipment alternatives, conduct a comprehensive assessment of your specific storage requirements. This entails an evaluation of the nature and quantity of your supplies, as well as their dimensions, weight, fragility, and other critical inventory requirements, such as hazardous material management or temperature control.
Also, think about your available space and warehouse layout. Calculate the dimensions of your storage spaces, record the column arrangement, ceiling height, and any current infrastructure. These revelations will enable you to reduce your choices and ensure that the chosen tools exactly match.
Researching And Comparing Options
After you have established your storage needs, investigate the numerous warehouse storage equipment options that are available. Conduct thorough investigations into an assortment of equipment, such as automated solutions, storage systems, mezzanines, and pallet racks.
Look for valid online reviews and resources or seek recommendations from industry associates to gain a more comprehensive understanding of the benefits and drawbacks of each option.
Additionally, request quotations from many providers to evaluate pricing, features, warranties, and post-purchase support. When comparing alternative solutions, consider longevity, scalability, and simplicity of maintenance.
Working With A Warehouse Design Consultant
Hiring a warehouse design expert is a wise investment for firms looking to improve their storage options. A consultant can study your unique requirements, evaluate your warehouse space, and propose the best storage equipment for your business.
They also help you build a bespoke plan that optimizes space use, improves material flow, and increases overall efficiency. Using this knowledge, you can make educated choices that will improve your warehouse operations in the long term.
Conclusion
You have explored the ins and outs of warehouse storage equipment, from the reliable pallet rack to the sophisticated automation systems. In other words, you possess all the necessary components to convert your warehouse into a well-oiled machine, thereby increasing safety, productivity, and efficiency.
Remember that selecting the appropriate equipment is essential for the successful operation of your business. Therefore, it is advisable to evaluate your requirements, investigate your alternatives, and refrain from avoiding the assistance of a professional. Thanks for reading!