The global pharmaceutical industry is expected to expand from $1.77 trillion in 2025 to $3.03 trillion in 2034. Cold-chain failures and storage breaches already cost the industry billions in losses every year. Bad warehousing impacts margins — it puts patients at risk and causes devastating regulatory repercussions. A decision for the selection of a warehouse should not be taken as a cost decision, but as a compliance decision made by the procurement and QA teams. The guide provides information on the basics of pharma warehousing, regulations, facility design, technology and provider evaluation. Let’s get started!
What Is Pharmaceutical Warehousing?
Warehouse Pharmaceutical is the management of the movement, storage and handling of drugs, APIs, excipients and packaging materials. Regulatory compliance is not an option here, but it is a requirement of general warehousing. Products are fragile and deviations are not tolerated as finished goods are hardly retested after warehousing. Getting this right is imperative for manufacturers, 3PLs, distributors, hospitals, pharmacies, and patients.

Core Operational Challenges in the Warehouse Pharmaceutical
1. Regulatory Compliance Complexity
Multi-jurisdictional GxP standards from FDA, EMA and WHO are constantly changing and warehouses must continually re-validate processes, maintain audit trails and document all deviations in working practices to prevent significant regulatory penalties.
2. Product Integrity Risks
Biologics, vaccines, and ATMPs require nearly zero deviation from the environment, even over the course of a few hours.
3. Inventory Management Complexity
Managing APIs, excipients and finished goods simultaneously requires a high level of physical segregation, lot-level expiry tracking and accurate labelling, or a single mislabelled SKU could lead to potentially hazardous mix-ups or an unacceptably slow recall execution.
4. Cold Chain Disruption
Brief delays in loading docks or power outages result in uncorrectable temperature deviations, which lead to large volume of product lost – cold chain failures cost the pharmaceutical industry tens of billions of dollars annually in write-offs.
5. Operational Inefficiencies
With poor facility layout, outdated SOPs, and limited real-time visibility, the receiving, QC hold, picking and dispatch processes are plagued by chronic bottlenecks, exacerbating throughput losses and driving up costly, difficult to correct operational errors every day.
6. Gaps in the Workforce and Training
Inconsistent handling practices between shifts lead to more errors, lost serialization traceability chains, and also add up to major audit failures – maintaining reliable GxP knowledge across warehouse teams is extremely challenging with high turnover.
7. Risk of counterfeit and diversion
Sophisticated theft, counterfeiting and diversion operations target high value pharmaceuticals, and to ensure the integrity of inventory and safety of patients, integrated perimeter security, serialization verification, strict access control, and robust cybersecurity are essential.
Key Components of an Effective Pharmaceutical Warehouse Management
| Component | Purpose | Key Requirements | Business Value |
| Environmental Control | Maintain product stability | Temperature/humidity monitoring – validated HVAC | Product integrity and compliance with standards |
| Inventory Management | Ensure stock accuracy | FEFO/batch tracking/cycle counts | Reduce waste, increase availability |
| Warehouse Management System | Increase visibility and efficiency | Real time tracking, ERP integration, reporting | Operational optimization |
| Traceability Systems | Recall and anti-counterfeiting | Serialization, forward and backward lot tracing, RFID, barcodes | Providing end-to-end visibility and quicker recalls |
| Security Systems | Deter theft and tampering | CCTV, access control, alarms and cyber security | Less risk, compliance with regulations |
| Documentation and SOPs | Ensure consistency | Controlled procedures, ALCOA+ records are kept | Audit readiness |
| Workforce Training | Minimize operational errors | Continuous GMP/GDP education | Improved quality performance |
| Backup Infrastructure | Maintain continuity | Generators, redundant cooling, tested failover | Reduced downtime |
| Quality Management System | Support regulatory compliance | CAPA, internal/external audits, validation | Continuous improvement |
| Automation Technologies | Increase efficiency | AS/RS, robots, AGVs, IoT sensors | Increase productivity and accuracy |
Types of Pharmaceutical Warehouses
Ambient and Controlled Room Temperature Facilities
Tablets, capsules and dry powders are stored in these facilities at 15–25°C. Humidity controls guard against moisture degradation. They are the most used type of warehouse for pharmaceutical products in high-volume stock, and they are cost-effective due to the infrastructure they offer.
Cold Chain Warehouses
Cold chain facilities house vaccines, biologics, insulin and cell therapies in refrigerated (2-8°C), frozen and ultra-low temperature ranges. Prevents costly temperature excursions with continuous monitoring, validated equipment, and backup power systems.

Hazardous Material Warehouses
These facilities contain flammable solvents, corrosive chemicals, and reactive compounds. Personnel are safe and strictly meet regulatory requirements with dedicated ventilation, segregated bays, spill containment and PPE protocols in all storage operations.

Controlled Substance Storage Facilities
DEA Schedule II-V narcotics are stored under reinforced vaults, biometric access and 24 hour surveillance in these warehouses. Regular inventory audits and detailed record keeping meet common regulatory inspections and necessary dispensing authorization requirements.

Pharmaceutical Distribution Centers
Distribution centers focus on order fulfillment rather than long-term storage. For hospitals, pharmacies, specialty distributors, and others, high-velocity picking, packing and shipment coordination are managed with advanced WMS platforms, and critical last-mile delivery timelines are met.

Third-Party Logistics Warehouses
3PL warehouses provide managed services that include storage, transportation, serialization, and regulatory documentation. GDP compliant providers have ambient, cold chain and controlled substance capabilities, enabling manufacturers to cut down on the cost of fixed infrastructure and compliance requirements for the globe.

Pharmaceutical Warehouse Storage Design: Layout, Zoning, and Flow
Two Optimal Layout Models
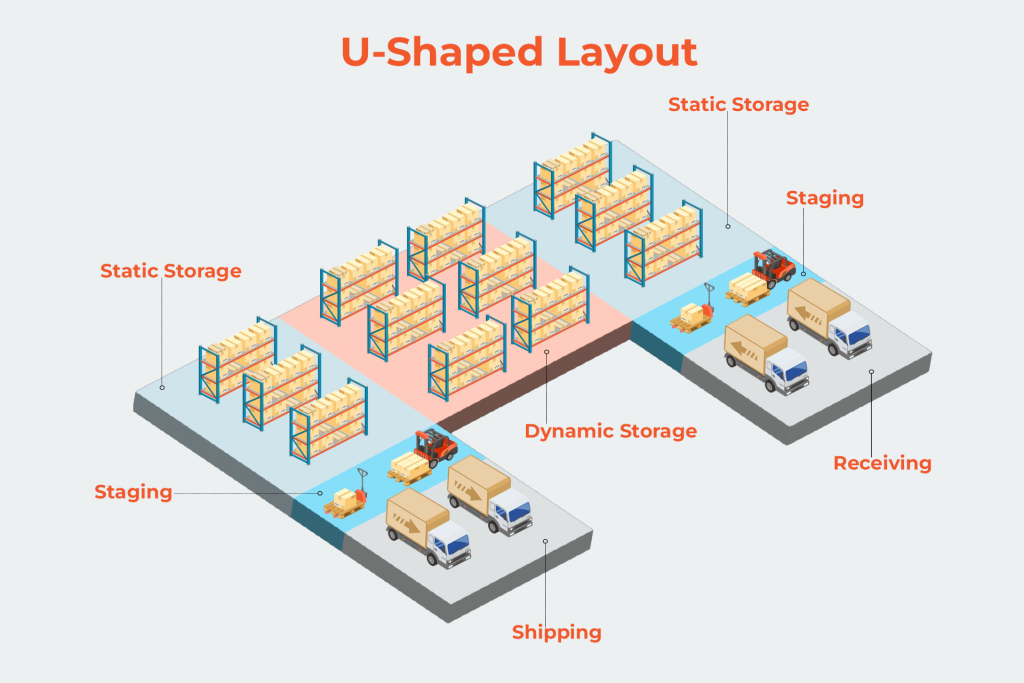
U-Shaped Layout
One combined entry/exit location is the solution for environmental zoning, access control and security. Inbound and outbound forklift activity enables cross-docking and expedient shipping. It is best suited for mid-size facilities with a variety of SKU profiles and strict environmental zones.
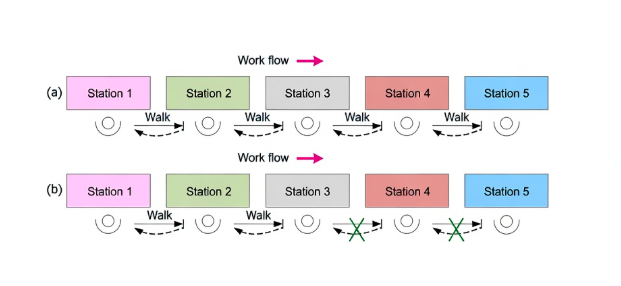
Linear (Through) Layout
Separate receiving and dispatch docks provide unidirectional product flow without cross traffic and no risk of contamination. Several conveyor channels operate without interference, as well as several temperature-controlled zones. Optimized layouts can achieve up to 35% increase in throughput at high-volume distribution centers.
Essential Functional Zones
Receiving Area
The goods received are inspected, verified and sampled before being stored. Thorough documentation of batch numbers, supplier details and condition reports by staff. No products are advanced without completed receiving records.
Quarantine Area
This is a specific area where products are kept until they can be released for QC, investigated or rejected. Unauthorized movement of the product is prevented by physical barriers and system-level access controls. There is strict segregation to ensure the integrity of the inventory throughout the review process.
Approved Inventory Storage
Sort approved stock according to temperature needed, product type and batch number. Labeling and mapping locations to avoid mix-ups between inventory classifications. Cycle counts provide constant accuracy on all storage areas.
Picking and Packing Area
All picks are verified and accuracy checked prior to secondary packaging. Errors are reduced with controlled workflows that can get to the customer. At this stage there is full downstream traceability.
Dispatch and Shipping Area
Out-bound shipments park here and temperature is actively managed during loading. All necessary paperwork is done before trucks leave the facility. Proper staging ensures no last minute mistakes and shipment delays.
Return and Rejected Goods Area
Products are immediately put in a controlled zone on their return or rejection. Physical separation helps to avoid unintended reintroduction into approved inventory. This is a region that directly assists investigation workflows and product recall execution.
Space Utilization Best Practices
High density racking, narrow aisle and AS/RS increase pharmaceutical warehouse storage capacity without increasing your footprint. Keep high frequency SKUs closer to dispatch to reduce picking time. Wide aisles are clearly marked to ensure forklift operation. Vertical retrieval – automated retrieval reduces real estate costs for the facility.
Safety Infrastructure Requirements
All emergency exits should be clearly marked, kept free of obstructions and inspected regularly. Pharmaceutical calibrated fire suppression keeps inventory safe without damaging product. Install eyewash stations near all areas where chemicals are stored. Emergency SOPs are documented and there are scheduled drills to ensure confident and compliant team response each time.
Environmental Control and Cold Chain Management
In pharmaceutical plants, HVAC systems are used to ensure precise temperature and humidity control in storage areas. Continuous monitoring identifies deviations and automatically alerts immediately. For new or renovated facility, FDA and WHO demand validated temperature mapping studies. Cold chain integrity is maintained by backup generators and UPS units in the event of loss of power. For cold chain logistics, it relies on insulated packaging, qualified containers and in-transit data loggers. The use of ATMPs, such as CAR-T, is rapidly expanding and requires cryogenic infrastructure at −80°C or lower.

Inventory Management in Pharma Warehousing
Managing Multiple Inventory Categories
Pharmaceutical warehouses are also dealing with raw materials, APIs, excipients, packaging and finished goods which all have different storage conditions, handling requirements and documentation needs.
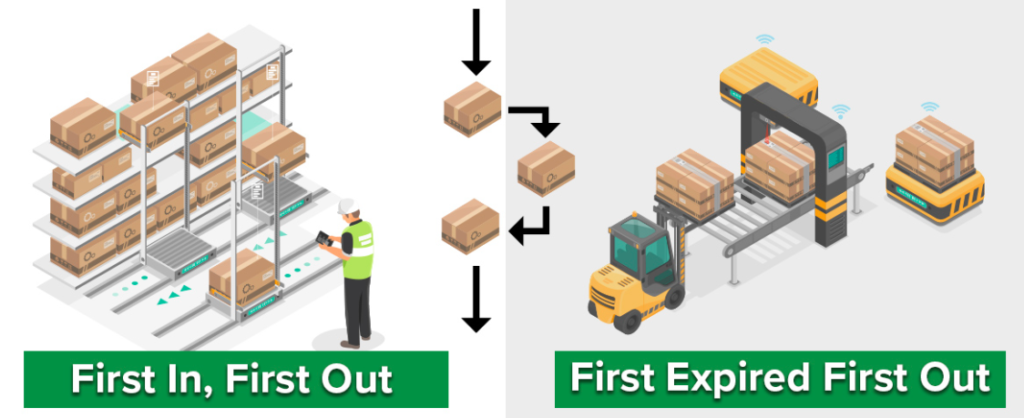
FEFO Over FIFO
In the pharmaceutical setting, FEFO rotation is a requirement. It reduces the amount of write-offs for out-of-date products, which is especially important for short shelf life biologic and vaccine products where the need for rotation discipline directly affects patient safety and drives up costs.
Cycle Counting Keeps Accuracy
Rolling cycle counts ensure inventory is accurate without stopping fulfillment. They help to identify discrepancies early, meet regulatory requirements and outperform disruptive full physical inventories in active pharmaceutical warehouses.
Controlled Substance Reconciliation
DEA regulations require accurate controlled substance reconciliation. Dual custody verification, access restrictions and surveillance controls help to prevent diversion, and if there is any discrepancy in count, there are required investigations and formal regulatory reporting requirements.
Returns Management Under cGMP Standards
Returned products have to be inspected, quarantined, documented and formally dispositioned under cGMP. All steps must be fully traceable – incomplete documentation offers serious regulatory exposure in FDA warehouse inspections.
Vendor-Managed Inventory
VMI is on the rise among hospital networks and distributors. Suppliers track and replenish stock themselves, with deep WMS/ERP integration between trading partners helping to minimise stockout and minimise carrying costs.
Technology and Tools That Strengthen Operations
Warehouse Management Systems
A modern WMS will provide real-time inventory visibility, automated replenishment and FEFO lot tracking. A batch traceability system reduces the time required for a recall response from days to minutes, and a disorganized legacy system can make a recall response into an expensive investigation.

Environmental Monitoring
Real-time monitoring of temperature and humidity immediately identifies excursions, allowing corrective action to be taken before product integrity is affected. 21 CFR Part 11 compliant electronic records meet regulatory audits and eliminate the risky gaps in data that spot-check methods cause.

RFID and Serialization
RFID and barcode serialization ensure an uninterrupted supply chain from the manufacturer to the patient, meet DSCSA and EU FMD requirements and minimize the risk of counterfeiting and manual picking errors.

Cold Chain Infrastructure
Validated refrigeration units, insulated packaging and back-up power ensure product integrity during storage and delivery. When it comes to distribution, the COVID-19 vaccine showed the world why ultra-low temperature “freezer farm” infrastructure is now an “operational must-have.”

Automation and Robotics
By minimizing the number of touchpoints in which manual handling is required, AS/RS systems, AGVs, and conveyors enhance the energy efficiency of cold storage, ensure compliance, and boost energy throughput without exposing workers to harsh environments.

Data Analytics & AI
AI-powered demand forecasting ensures that products are always available while reducing excess inventory before it becomes a problem. Predictive algorithms proactively identify compliance risks and supply chain disruptions, providing leaders with valuable decision-making time that reactive, historical reporting can’t offer.

Key Table: Regulatory and Storage Conditions Quick Reference
| Storage/Compliance Element | Standard / Requirement | Typical Parameter or Practice | Governing Body / Framework |
| Controlled room temperature | USP general storage | 20–25°C (room temp range varies by monograph) | USP, FDA cGMP |
| Refrigerated storage | Cold chain (vaccines, biologics, insulin) | 2–8°C | WHO GSP, EMA GDP |
| Frozen storage | Biologics, certain vaccines | -20°C (some products require -70°C to -80°C) | WHO, FDA |
| Humidity control | Moisture-sensitive products | Typically <60% RH, product-specific | WHO GSP |
| Environmental monitoring | Continuous excursion detection | 24/7 digital monitoring with alerting | USP <1079>/<1079.2>, 21 CFR 211.142 |
| Facility design | Building suitability | Size/construction supports cleaning, maintenance, controlled storage | 21 CFR 211.42 |
| Documentation | Written procedures | SOPs for storage, distribution, recalls | 21 CFR 211.142, GDP (WHO/EMA) |
| Batch/lot traceability | Forward-backward traceability | Full lineage from receipt to dispatch, single-query recall readiness | DSCSA (US), EU FMD |
| Quarantine handling | Segregation of non-released stock | Physically/logically separated, access-controlled release | GMP, GDP |
| Data integrity | Electronic record standards | Attributable, legible, contemporaneous, accurate, complete (ALCOA+) | 21 CFR Part 11 |
| Temporary storage hubs | In-transit holding | Typically capped at 24–72 hours per industry practice | EU GDP Chapter 9 |
| Personnel accountability | Release authority | Qualified Person (QP) for batch release; Responsible Person (RP) for distribution oversight | EU GMP/GDP |
How to Evaluate a Pharmaceutical Warehousing Partner?
Facility basics should go beyond cleanliness and compliance with regulations to accommodate efficient storage infrastructure. With customized pallet racking and mezzanine solutions, free layout drawings, and 16 years of manufacturing experience, Lracking stands out in the pharmaceutical warehouses and maximizes the inspection space and operational efficiency.
Procurement teams should also consider storage system providers when looking at technology maturity and scalability. With ISO certified and CE-certified products, custom designs, fast production and professional logistics support, Lracking warehouses can grow in size without risking the secure and organized management of the inventory.
Strong infrastructure and responsive support is essential for contingency planning and long-term reliability. With its 18,000 sqm factory, export to more than 70 countries, detailed installation guidance and quality control, Lracking offers reliable storage solutions that are trusted by Fortune 500 companies.
Conclusion
Pharmaceutical warehousing is not just a storage function, but a critical extension of pharmaceutical quality and compliance. Good warehousing in the pharmaceutical industry involves rigorous environmental control, meticulous documentation, and robust inventory management and traceability, all of which serve to safeguard product integrity and patient safety. Vaccine and biologic warehousing is expected to become even more challenging as biologics, vaccines and advanced therapies continue to increase in number. It is important to invest in infrastructure and efficient storage solutions that meet compliance requirements. By investing in Lracking’s custom-engineered pallet racking or mezzanine solution, pharmaceutical companies can maximize space, enhance operational efficiency, and ensure future expansion capabilities.